

Страница не найдена
Возможно, запрашиваемая Вами страница была удалена или перемещена по новому адресу.
Перейдите на главную страницу
У нас можно заказать и купить линию оборудования порошковой покраски любых размеров по выгодной цене:
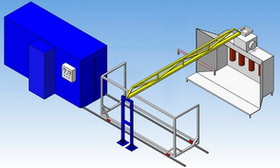
Г-образный участок порошковой окраски с нижней транспортной системой (3-метровый участок)
Цена: от 860 000 руб.
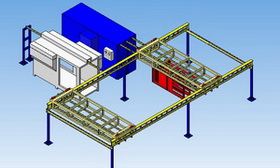
Полукольцевая линия порошковой окраски с верхней транспортной системой (3-метровая линия)
Цена: от 1 280 000 руб.
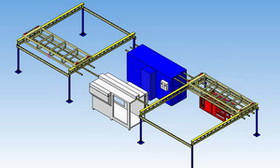
Кольцевая линия порошковой окраски с верхней транспортной системой (3-метровый комлект)
Цена: от 1 350 000 руб.
За более подробной информацией обращайтесь:
Тел.: 8(919)666-10-33
E-mail: prom-liga@yandex.ru